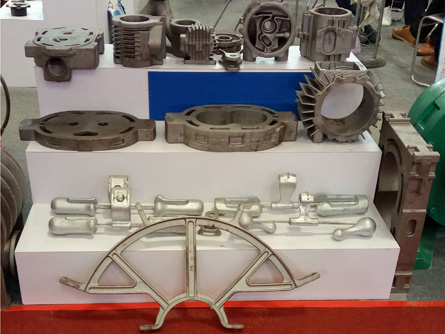
大型铸件干砂负压消失模铸造工艺和其他实型工艺一样,铸件表面出现皱皮、气孔、积炭、积渣等现象。
残留在铸件不重要部位,不影响机械性能和使用性能的,如果机加工余量选择合适,表面上产生的缺陷基本可以加工去除。有些铸造缺陷危害造成型铸件报废,应采取相应的技术手段预防和。
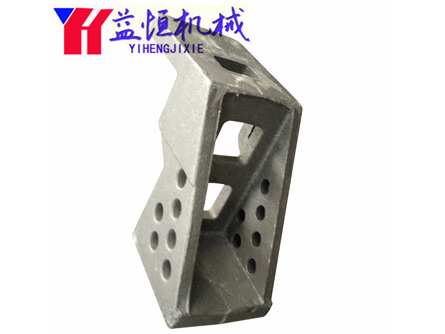
1、严重粘砂
铸件内腔深孔洞,较深的凹槽及厚大断面相联过渡处易出现粘砂现象, 严重的形成渗透性化学粘砂,甚至造成铸件报废,解决措施:
(1)先从涂料着手,涂料的耐火度和强度及附着力,都直接影响粘砂现象,一般工厂对于进厂涂料又不好每桶进行检测,只能靠检验人员的直观经验和生产实践中进行试验才能得出结论,质量好与差、能用与否,我们采取在几个涂料供应商中对他们的产品进行试验(前面提到的方法)。一旦试验确认可行即可定下来,稳定供应厂商。
(2)泡沫型在刷涂料前,要经专人检查泡沫型各部位,在易产生粘砂的部位,涂料涂刷应厚一些并涂刷均匀,有些部位为了防止粘砂,可用混好的冷硬呋喃树脂砂提前填充好,待树脂砂达到使用强度时,可放入砂箱造型。
(3)适当提高振动力和负压度。
(4)适当的调整浇注温度。
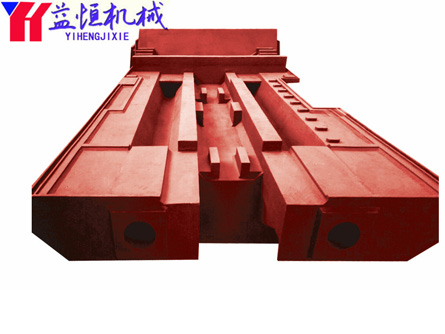
2、铸件严重变形和开裂
在生产中采取以下几个措施防止和铸件的开裂变形现象。
(1)检验模型结构情况,在易变型和开裂的地方,放置拉筋和加强筋板;在不影响铸件几何尺寸和性能要求的情况下,可增大过渡处的圆角尺寸。对于某些细长比例较大的铸件,如机床床身、平板、平台等特别是有导轨的机床件,导轨热节较大,其他部位又较薄,易产生挠度变形,为此应采取反挠度,来抵消铸件凝固时产生的挠度变形。
(2)浇注系统设计中,对于重量较大、体积较大的铸件可开设两个以上的直浇道,使金属液能平稳进入铸型内。
(4)铸件浇注后,不要过早的打箱,在箱内应有足够的保温时间,对于中大型铸件尤为重要。
(5)不影响大型铸件机械强度和性能使用的情况下,可适当调整铸件的化学元素成份。
干砂负压消失模铸造是一种全新的铸造工艺,除继承铸造的主要优点外,它还有工作环境,易实现机械化操作等特点。之后将逐步实现对传统铸造工艺的替代
大型机床铸件,球墨铸件,消防栓铸件,减速机铸件,http://btgszz.com/