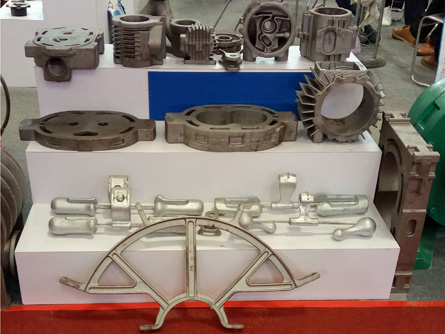
铸造机床床身铸件的方法
机床床身铸造方法常用的是砂型铸造,其次是特种铸造方法,如:金属型铸造、熔模铸造、石膏型铸造;而砂型铸造又可以分为粘土砂型、粘结剂砂型、树脂自硬砂型、消失模等等。
铸造方法选择的原则:
1、优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短;当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型;粘土湿型砂铸造的铸件重量可从几公斤直到几十公斤,而粘土干型生产的铸件可重达几十吨。
2、铸造方法应和生产批量相适应,低压铸造、压铸、离心铸造等铸造方法,因设备和模具的价格昂贵,所以只适合批量生产。
3、造型方法应适合工厂条件,例如同样是生产大型机床床身等铸件,一般采用组芯造型法,不制作模样和砂箱,在地坑中组芯;而另外的工厂则采用砂箱造型法,制作模样;不同的企业生产条件(包括设备、地、员工素质等)、生产习惯、所积累的经验各不一样,应该根据这些条件考虑适合做什么产品和不适合(或不能)做什么产品。
4、要兼顾铸件的精度要求和成本,机床铸件的质量主要包括外观质量、内在质量和使用质量。
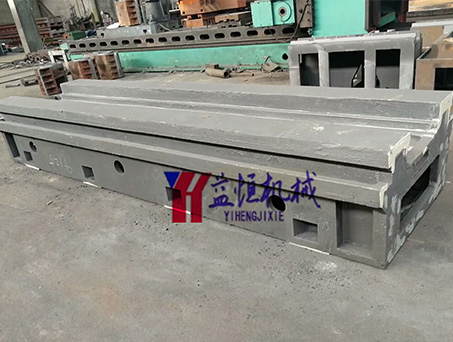
沧州益恒机械制造有限公司拥有有一条完善的树脂砂生产线,生产各种大型机床床身铸件、工作台、底座、横梁、立柱等机床铸件均采用树脂砂工艺、消失模铸造。对于量大简单的机床标准铸件可以采用木型或铝型模具铸造,同时也提高了铸件的外观质量和生产效率。益恒铸业铸造加工为一体,根据图纸为客户提供机床铸件的毛坯、粗加工、精加工。