怎么预防普通铸件的变形?
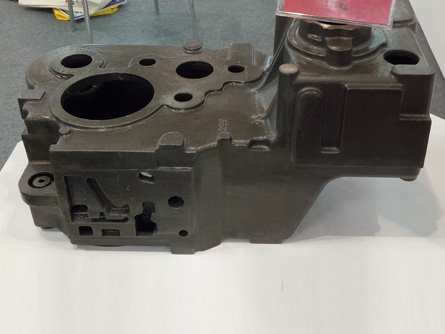
普通铸件由于多种因素影响,经常会出现气孔、针孔、夹渣、裂纹、凹坑等缺陷。常用的修补设备为氩弧焊机、电阻焊机、冷焊机等.对球墨铸件的质量、制造本钱、生产效率、劳动强度和环境污染等各方面都有重要的影响。只要我掌握好造型造芯的工序,其实造型造芯是普通铸件形成过程中的关键工序之一。就可以提高我普通铸件的质量。
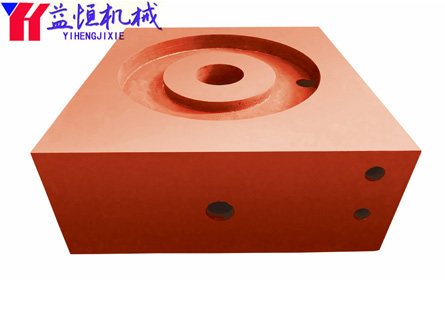
吊装普通铸件时,为了防止普通铸件发生的变形。要用四根同样长度的钢丝绳同时挂住普通铸件上得四个起重孔,将普通铸件平稳吊装在运输工具上。将普通铸件支承点垫好、垫平,每个支撑点受力均匀,整个普通铸件平稳。为了防止普通铸件整体变形,使用完毕后,要将工件从普通铸件上拿下来,防止工件长时间对普通铸件重压造成普通铸件的变形。
其工作面硬度应为170~220H普通铸件应采用 细密的灰口球墨铸件等材料制造。应有装置手柄或吊环装置的螺纹孔(或圆柱孔)且装置位置的设计应尽量减少因搬运而引起的变形相对两个侧面上。