|
|
|
|
|
|
|
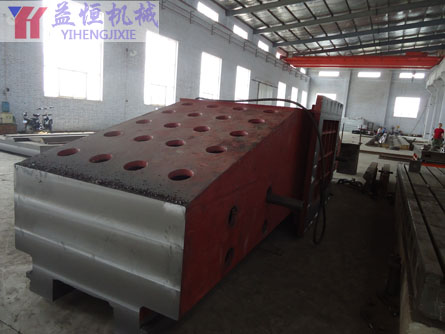
机床床身生产工艺:我公司有一条完善的树脂砂生产线,各种大型机床床身均采用树脂砂、消失模铸造。这种工艺使得铸件尺寸,均匀一致,不扣箱,铸件无飞边、毛刺;表面光滑度接近铸造,内部结构稳定,排除或降低了砂眼、气空等铸造缺陷,整个生产过程环保,没有污染。
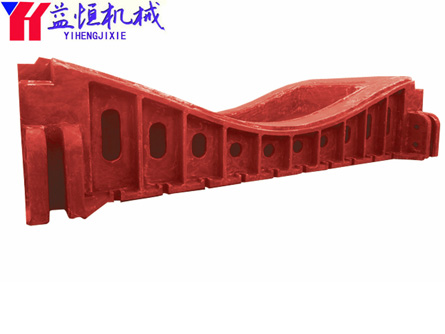
为了增加机床床身铸件的力学性能、减轻铸件重量、铸件的缩孔和防止铸件产生裂纹、变形夹砂等缺陷,在床身铸件结构设计中大量采用肋。
在肋的设计中,应考虑其合理的位置,形状和尺寸。在满足铸件使用要求的条件下,应考虑其可铸性。
设计肋时,要尽量分散与减少热点,避免多条肋互相交错,肋与肋、肋与壁的链接处要有圆角,垂直于分型面的肋应有铸造斜度。除此,还应考虑一下问题;
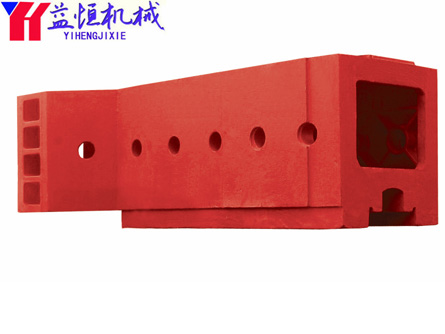
1、应用肋来提高床身铸件质量和负载性能,再设计铸铁件加强肋时,应考虑铸铁的抗压强度是抗拉强度的3~4倍的特点,不应使肋处在拉应力状态下工作,而应使其在承受压力状态下工作。
2、肋的布局应尽量减少热节点;肋的布置要尽量避免肋与肋的十字形交叉,肋与壁相交时候如有 ,可在热节点出开孔,以防止缩松、裂纹。
3、肋的尺寸 肋的厚度应小于床身铸件壁厚,铸件腔中肋的厚度又应小于铸件外肋。
机床床身铸件的变形原因往往是复杂的,但是我们只要掌握其变形规律,分析其产生原因,采用不同的方法进行预防床身铸件的变形是能够减少的,也是能够控制的。一般来说,对于床身铸件的热处理变形可采用以下方法预防。
1、合理选材,对于床身铸件应选择材质好的为变形钢(如空淬钢),对碳化物质的应进行合理锻造并进行调质热处理,对较大和无法锻造钢进行固融双细化热处理。
2、机床床身铸件结构设计要合理,厚薄不要太悬殊,形状要对称,对于形状较大铸件要掌握变形规律,预留加工量,对于大型、复杂的可采用组合结构。
3、复杂机床床身铸件要进行预先热处理,机械加工过成中产生的残余应力。
4、合理选择加热温度,控制加热速度,对于复杂机床铸件可采用缓慢加热,预热和其它均衡加热方法来减少铸件热处理变形。
5、对于复杂机床床身铸件,在条件允许的情况下,尽量用真空加热或淬火工艺。
6、在修补机床床身铸件砂眼、气孔、磨损等缺陷时,选用冷焊机等热影响小的设备以避免过程中变形的产生。
另外,正确的热处理工艺操作(如堵孔,绑孔、机械固定、适宜的加热方法、正确选择铸件的冷却方向和冷却介质的运动方向等)和合理的回火热处理工艺也是减少机床床身铸件变形的措施。