树脂砂铸件是统称,在造型、制芯前砂粒表面上已覆有一层固态树脂膜的型砂 、芯砂称为覆膜砂,也称壳型(芯)砂。树脂砂铸件就是把原砂和树脂混合后形成树脂砂,把树脂砂打入模具型腔中,通过加热或催化剂方法使其成型,成型后的坭芯再放入浇铸模具中进行浇铸。 树脂砂铸件具有表面粗糙度小,尺寸,品质好的特点。
1 对模具要求
与粘土砂相比,树脂砂铸件的外观质量依赖于模具的质量,因而树脂砂对模具的质量要求较高。模具工艺时使其较好的适应树脂砂造型的需要,主要在以下几个方面: 加工余量:硬化后的树脂砂铸型有较好的刚度和较高的尺寸精度,且不易变形,所以在选择工艺参数时,可以选取较小的机械加工余量,从而减少金属溶液的消耗和机械加工的成本,从而可以提高铸件的尺寸精度。 拔模斜度:树脂砂在起模时已具有的硬化强度,较小的退让性,较大的摩擦力,若采用敲击的方法起模,容易损坏模具,同时树脂砂的可修补性差,起模时,若受到破坏,较难修补。采用树脂砂造型时,应根据生产实际和产品结构加大模具的拔模斜度,能顺利的起模,质量随着市场对铸件产品外观质量要求的不断提高,树脂砂铸件在品质上的优势,必将日益受到重视,树脂砂这一铸件生产工艺,也必将的发展和普及。 模具的表面粗糙度:模具表面的粗糙度对树脂砂铸件的表面粗糙度起决定性的作用,因而尽量降低模具表面粗糙度,是获得铸件的重要措施.
2 优点
1、树脂砂型刚度好,浇注初期砂型,这就有条件利用铸铁凝固过程的石墨化膨胀,地缩孔、缩松缺陷,实现灰铸铁、球墨铸铁件的少冒口、无冒口铸造。
2、实型铸造生产中采用聚苯乙烯泡塑模样,应用味喃树脂自硬砂造型。当金属液浇入铸型时,泡沫塑料模样在高漫际金属液作用下气化,燃烧而消夫,金属液取代了原来泡汪塑料所占据的位置,冷却凝固成与模样形状相同的实型铸件。
3、相对来说,消失模铸造对于生产单件或小批量的汽车覆盖件,机床床身等大型模具袍之传统砂型有很大优势,它不但省去了昂贵的木型费用,而且便于操作,缩短了生产周期,提高了生产效率,具有尺寸,加工余量小,表面质量好等优势。
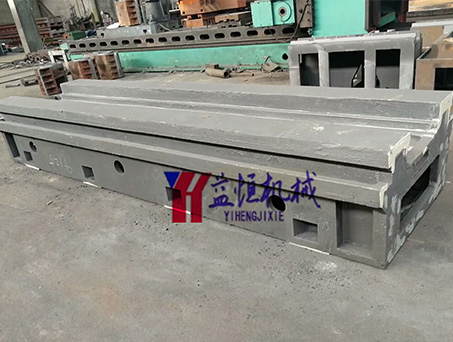
大型树脂砂铸件均采用树脂砂、消失模实型铸造,单件达到40吨以上,年生产量在8500吨左右。包括床身、工作台、立柱、龙门顶、连接梁。材质均为细腻的灰口铸铁HT200-HT300,的配比,高的抗拉抗弯强度,使您购买无后顾之忧。 流行的热处理工艺,使铸件应力变形减少到小度。使用趋于稳定。
3 材质特点
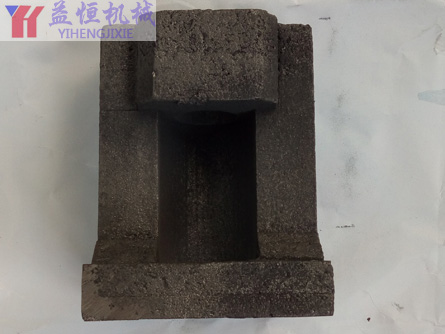
树脂砂铸件的材质有哪些特点是:机床座身铸件尺寸较大,长可达数米;质量可达10t以上,壁厚在15~30mm。其要求为:具有良好的精度稳定性和减震性,较高的弹性模量,适宜的抗压强度,适中的硬度以及优异的;在工艺上要求良好的铸造性能,具有较高抗变形能力,且易于切削加工,并要求较低的生产成本,如可用冲天炉进行熔炼,采用较少量的合金元素等。要满足上述要求,其显微组织应为珠光体组织,加上长度小于250tim且分布均匀的A型石墨,还要求有数量的二元磷共晶。我国机床铸件一般采用HT250和HT300孕育铸铁件作为材质。为了提高机床的使用年限,广泛使用各种合金铸铁,如P-Cu-Ti铸铁、Cr-Mo-Cu铸铁以及V-Ti铸铁等。为了提高机床的和性,其材质向、高刚度方向发展。①在较高的碳当量,如≥3.5%时,通过提高废钢的比例,如达so%;提高铁液的过热温度,如达1500℃;采用多元复合孕育剂,如含Ca、Mn、Bi的硅铁,使铸铁的牌号达到HT350。 ②调整铸铁成分中的Si与c和Mn与Si的比值,在碳当量为3.4%~3.8%时,将Si/C从o.4~o.5提高到o.7~o.8;Mn/Si从o.5~o.6提高到1.o~1适当加入少量稳定珠光体的元素如Cr、Cu和Sb、Sn等。
4 模具要求
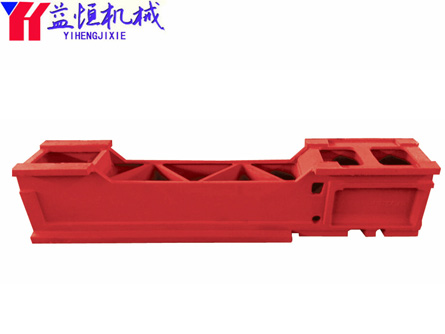
铸铁件发泡模具是决定模样质量主要、直接的要素,粗劣的模具不可能获得的模样。与此同时,模具的加工制造成本,操作的:便程度,对模样制作的效率和铸件的成本也起着重要的作用。
1)模具的尺寸精度使制出的铸件在图样要求的精度范内,模具工作面的表面粗糙度应控制在R。6.3弘m以下。(2)为了使模样加热冷却均匀、,模具材料导热性应好,具型腔一般都做成薄壳随形结构机床铸件。(3)模具中的射料嘴设置应进料通畅,使预发珠粒能顺利:满模样的所有部位。(4)正确设置排气阀位置和确定排气面积的大小,使模样紧窦加热和冷却均匀。(5)模具与成型机的联结,安装定位准确。(6)模具应有足够的强度和刚度,对水、蒸汽等介质有良好的耐蚀性,寿命长。